Überblick über Polyurethanschaum
Polyurethanschaum ist ein flexibler, leichter und zellulärer Kunststoff, der durch exotherme chemische Reaktionen hergestellt wird. Diese Reaktion findet zwischen zwei wesentlichen Verbindungen statt: Polyolen und Diisocyanaten. Wenn man diese Bestandteile miteinander vermischt, reagieren sie und bilden einen festen, weichen Strukturschaum mit winzigen Luftblasen. Er besteht in der Regel aus zwei Phasen. Eine feste Phase, die aus einem Polyurethan-Elastomer besteht, und eine gasförmige Phase, die durch Treibmittel erzeugte Luft enthält.
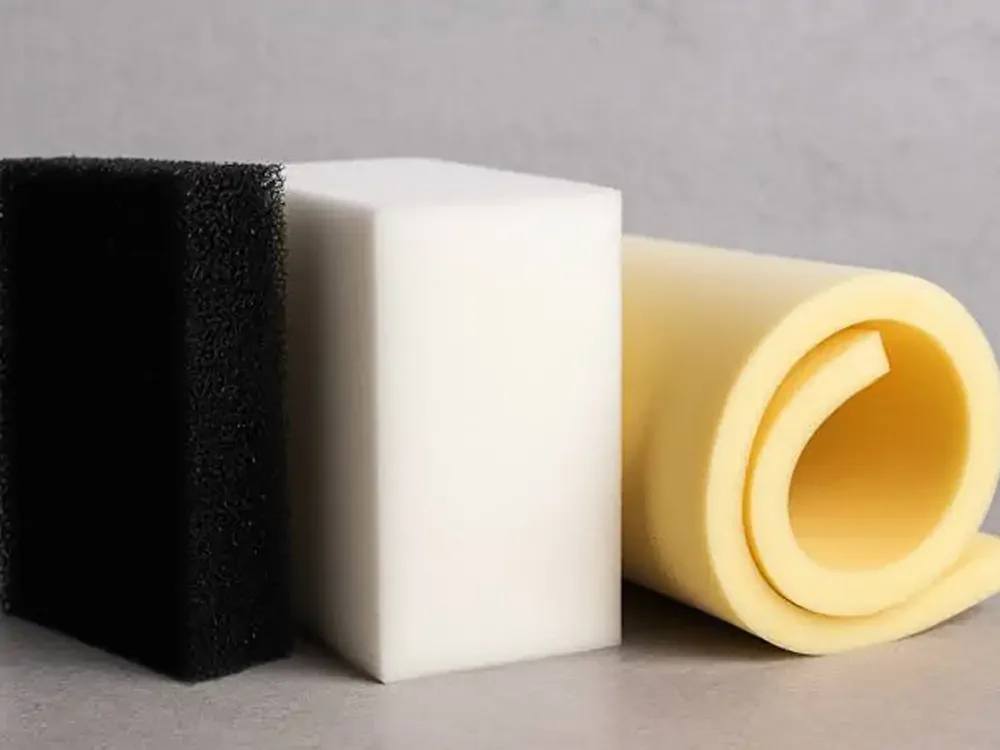
Was die Arten betrifft, gibt es im Allgemeinen zwei: offenzelligen und geschlossenzelligen Schaumstoff. Sie können sich vielleicht schon vorstellen, wie offenzelliger Schaumstoff funktioniert. Nun, die Poren sind miteinander verbunden, sodass Luft ungehindert hindurchströmen kann und der Schaumstoff weich und elastisch wird. Geschlossenzelliger Schaumstoff hingegen funktioniert genau umgekehrt. Er schließt das Gas in den Poren ein, wodurch er steif, fest und zudem wasserdicht wird.
Die Herstellung von Polyurethanschaum findet in verschiedenen Branchen breite Anwendung und ist weltweit verbreitet. Die Einsatzmöglichkeiten hängen jedoch auch von der Art des verwendeten Polyurethanschaums ab. Offenzellige Polyurethanschäume eignen sich ideal für den täglichen Gebrauch in Komfortprodukten wie Autositzen, Matratzen und Sofakissen. Geschlossenzellige Schaumstoffe eignen sich perfekt für die Herstellung von Gebäudedämmungen und sicheren Verpackungen. Von der Automobilindustrie über die Medizin bis hin zur Elektronik – in jeder Branche finden sich Anwendungsbereiche dafür.
Kurz gesagt: Polyurethanschäume sind äußerst vielseitig und sicher in der Anwendung. Je nach chemischer Zusammensetzung können sie weich oder hart sein. Sie tragen zu unserem täglichen Komfort bei und schützen unsere Wohnungen.
Eigenschaften von Polyurethanschaum
Polyurethanschäume weisen wichtige Eigenschaften auf, die ihren Einsatz lohnenswert machen. Im Folgenden haben wir diese Eigenschaften in fünf Kategorien unterteilt.
- Physikalische Eigenschaften: Polyurethanschaum weist einzigartige physikalische Eigenschaften auf. Er ist leicht, da er größtenteils aus eingeschlossenem Gas besteht. Außerdem eignet er sich aufgrund seiner geringen Dichte für den Transport und die Installation in verschiedenen Anwendungsbereichen. Wie bereits erwähnt, kann er je nach chemischer Zusammensetzung sowohl weich als auch hart sein.
- Mechanische Eigenschaften: Polyurethanschaum verfügt über Zugfestigkeit und ist reißfest. Dank seiner materiellen Beschaffenheit hält er wiederholter Kompression stand, ohne zu brechen. Dieser Schaumstoff widersteht zudem problemlos Stößen und strukturellen Belastungen.
- Thermische Eigenschaften: Im Allgemeinen werden Hartschaumstoffe aus Polyurethan häufig zur Wärmedämmung eingesetzt. Dieses Material weist unter den verschiedenen Dämmstoffen die niedrigsten Wärmedämmwerte auf. Dabei schließen die geschlossenen Zellen Dämmgase ein und verhindern so wirksam die Wärmeübertragung.
- Chemische Eigenschaften: Es ist beständig gegen Öle, Chemikalien und andere Lösungsmittel. Im starren Zustand weist es im Inneren eine hohe Trägheit auf. Wenn es jedoch über einen längeren Zeitraum UV-Strahlung ausgesetzt ist, kann sich die Qualität verschlechtern. Zur Verbesserung der Feuerbeständigkeit können flammhemmende Elemente verwendet werden.
- Akustische Eigenschaften: PU-Schäume werden zur Dämpfung von Geräuschen und Vibrationen eingesetzt. Der offenzellige Schaumstoff weist eine bessere Schallabsorption auf als der geschlossenzellige. Achten Sie daher darauf, den für Ihre Anwendung geeigneten Schaumstoff auszuwählen.
Rohstoffe für die Herstellung von Polyurethanschaum
Es gibt verschiedene Arten und Zusammensetzungen von Polyurethanschaum. Die Eigenschaften von PU-Schaum werden weitgehend durch die Rohstoffe bestimmt. Dabei erfüllt jeder Inhaltsstoff einen bestimmten Zweck. Er beeinflusst die Polymerstruktur und steuert zudem die Schaumausdehnung und Aushärtung. Die folgenden sechs Rohstoffe werden bei der Herstellung von Polyurethanschaum häufig verwendet.
Polyol
Polyol ist eine wichtige chemische Verbindung, die als Grundgerüst von PU-Schaum dient. Es handelt sich um eine komplexe Flüssigkeit, die aus Hydroxylgruppen besteht. Diese Flüssigkeit reagiert direkt mit Diisocyanat und bildet dabei ein Polymer. Sie bestimmt, ob der Schaum flexibel oder starr ist.
Diisocyanat
Diisocyanate sind hochreaktiv. Sie reagieren mit Polyolen und bilden dabei eine Urethanstruktur. TDI und MDI sind die gängigsten Arten. TDI eignet sich für Weichschaumstoffe, während MDI ideal für Hartschaumstoffe ist.
Treibmittel
Treibmittel tragen dazu bei, Gasblasen im Schaum zu erzeugen. Wasser ist ein häufig verwendetes chemisches Treibmittel, das mit Isocyanat reagiert und dabei CO₂-Gas freisetzt, wodurch die Zellstruktur entsteht.
Tenside
Tenside basieren meist auf Silikon. Sie stabilisieren den flüssigen Schaum, indem sie dessen Oberflächenspannung senken. Sie regulieren die Zellgröße und die Gleichmäßigkeit der Zelle. Ohne diesen Inhaltsstoff könnten die Zellen zusammenfallen oder verschmelzen.
Katalysatoren
Aminkatalysatoren sorgen im Allgemeinen für ein Gleichgewicht und beschleunigen die Aufschäumreaktion (Gasbildung), während Zinnkatalysatoren in erster Linie die Gelbildungsreaktion (Verknüpfung der Polymerketten) fördern. Verwenden Sie stets die richtige Katalysatorzusammensetzung. Diese beeinflusst die Schaumqualität und die Verarbeitungszeit.
Vernetzer
Vernetzer sind für die Herstellung von Polyurethanschaum unverzichtbar. Sie verbinden einzelne Polymerketten miteinander. Auf diese Weise verbessern sie die Gesamtfestigkeit, die Festigkeit und die Haltbarkeit des ausgehärteten Schaums.
Sonstige Zusatzstoffe
Die Zugabe weiterer Additive hängt vom jeweiligen Verwendungszweck des fertigen Schaums ab. Bei diesen Additiven kann es sich um Flammschutzmittel, Farbstoffe, antimikrobielle Mittel und Ähnliches handeln. Zum Schutz vor Sonnenlicht können auch UV-Stabilisatoren eingesetzt werden.
Wie wird Polyurethanschaum hergestellt?
Es gibt nicht nur einen einzigen Weg, Polyurethanschaum herzustellen. Das Herstellungsverfahren hängt oft von der Form, den Eigenschaften und dem Verwendungszweck des Endprodukts ab. Bevor mit dem Aufschäumen begonnen wird, muss das Polymersystem sorgfältig vorbereitet werden. Anschließend können verschiedene Verarbeitungsverfahren zur Herstellung des Schaums zum Einsatz kommen. Das genaue Verfahren hängt von den jeweiligen Anwendungsanforderungen ab.
Herstellung des Polymersystems
Bevor Sie mit der Produktion beginnen, bereiten Sie alle Rohstoffe vor. Dies ist ein entscheidender Schritt. Mischen Sie das Polyol je nach Schaumtyp mit dem Tensid, dem Katalysator und anderen Additiven. Stellen Sie das Isocyanat in einem separaten Bereich bereit. Erhitzen Sie die Materialien auf eine präzise Temperatur. Anschließend müssen Sie sie in exakten Mischungsverhältnissen dosieren und vermischen. Eine sorgfältige Vorbereitung trägt somit dazu bei, dass Sie festen Schaumstoff von gleichbleibender Qualität herstellen können.
Schaumstoffplatten
Der Slabstock-Schaum ist ein gängiges Verfahren zur Herstellung von Polyurethanschaum in Endlosform. Nach dem Mischen der chemischen Flüssigkeiten gießen die Mitarbeiter diese auf ein Förderband. Die Flüssigkeit dehnt sich auf ihrem Weg entlang der Produktionslinie rasch aus und bildet einen langen, durchgehenden Schaumstoffblock. Anschließend wird der durchgehende Schaumstoffblock mit Spezialsägen in kleinere Blöcke geschnitten und bis zu 72 Stunden lang aushärten gelassen.

Formschaum
Die Formschaumherstellung ist ein diskontinuierliches, präzises Verfahren zur Herstellung von Polyurethanschaum. Bei diesem Verfahren wird die flüssige Chemikalienmischung in einen vorgewärmten, geschlossenen Metallformhohlraum gegossen. Anschließend dehnt sie sich rasch aus und nimmt dabei genau die Form der Form an. Auf diese Weise lässt sich mit dem Formschaumverfahren ein gleichmäßig strukturierter Schaum mit glatten Außenhäuten herstellen. Anwendungen finden sich beispielsweise bei komplex geformten Schaumstoffteilen in der Automobilindustrie.

Laminierung
Unter Laminierung versteht man den Prozess, bei dem Polyurethanschaum direkt mit anderen Deckschichtmaterialien wie Aluminiumfolie, Kraftpapier oder Glasfaser verbunden wird. Während der Produktion wird die reaktive chemische Mischung zwischen zwei sich kontinuierlich auf einem Förderband bewegenden Deckschichten aufgetragen. Während sich der Schaum ausdehnt, haftet er gleichzeitig fest an beiden Oberflächen. Durch dieses Verfahren entstehen hochfeste, starre Sandwichplatten, die in großem Umfang zur Wärmedämmung im Bauwesen und in der industriellen Kältetechnik eingesetzt werden.
Sprühen
Das Spritzen ist ein effektives Verfahren zur Fertigung vor Ort. An der Pistolen-Spitze kommen zwei Komponenten zum Einsatz, die bei Kontakt sofort miteinander reagieren und direkt auf die Schaumoberfläche aufgebracht werden. Als Oberflächen kommen Wände und Dächer in Frage. Die Schäume dehnen sich rasch aus und haften an den Oberflächen, wodurch sie Risse, Spalten oder unregelmäßige Oberflächenstrukturen ausfüllen können. Trotz der schnellen Ausdehnung härtet der Schaum ebenfalls schnell aus und bildet nahtlose Schichten.
Anpassung von Polyurethanschaum an vielfältige Anwendungsbereiche
Einer der wichtigsten Vorteile von PU-Schaum ist seine Anpassungsfähigkeit an unterschiedliche Anwendungszwecke. Man kann verschiedene Eigenschaften so anpassen, dass die gewünschte Leistungsfähigkeit erreicht wird. Obwohl viele Faktoren die endgültigen Eigenschaften des Schaums beeinflussen können, gehören die folgenden zu den gängigsten Parametern.
Dichte
Die Dichte ist die Masse pro Volumeneinheit. Bei PU-Schaum bedeutet eine höhere Dichte in der Regel mehr Material und weniger Gasraum, was zu einer höheren Tragfähigkeit führt. Die richtige Wahl hängt von den Einsatzbelastungen und den Leistungsanforderungen ab.
Fließverhalten und Aushärtungsgeschwindigkeit
Die Fließgeschwindigkeit der Flüssigkeit und die Aushärtungsgeschwindigkeit hängen vom verwendeten Katalysator ab. Eine schnelle Aushärtung eignet sich für kurze Formzyklen. Eine langsame Aushärtung und eine geringe Fließgeschwindigkeit eignen sich hingegen für große und komplexe Formgeometrien, da die Flüssigkeit so die Form vollständig ausfüllen kann.
Flammschutzmittel
Flammschutzmittel werden eingesetzt, um Sicherheitsstandards zu erfüllen. Sie verzögern die Entzündung und verlangsamen die Ausbreitung der Flamme. Dabei verwenden die Hersteller sowohl reaktive als auch additive Wirkstoffe. Wählen Sie den richtigen Wirkstoff entsprechend Ihrer Brandschutzklasse aus.
Geschlossene Zellen oder offene Zellen?
Sie können Ihren PU-Schaum durch die Verwendung des richtigen Tensids individuell anpassen. Dieses bestimmt, ob der Schaum geschlossenzellig oder offenzellig ist. Geschlossene Zellen schließen Gase ein und eignen sich daher ideal für die Wärmedämmung. Offene Zellen lassen Gas durch und sind somit perfekt für weiche Polster geeignet.
Zusammenfassung
Polyurethanschaum ist ein vielseitiger Werkstoff, der in zahlreichen Branchen zum Einsatz kommt. Durch die individuelle Anpassung der Rohstoffe und Additive lassen sich seine Eigenschaften steuern. Die Herstellung von Polyurethanschaum ist in hohem Maße anpassbar. Eigenschaften wie Dichte, Aushärtungsverhalten, Feuerbeständigkeit und Zellstruktur können individuell angepasst werden.
Vielleicht benötigen Sie PU-Schaum für Verpackungen, Möbel, Automobilkomponenten oder andere Zwecke – eine einzige PU-Schaumart reicht dafür nicht aus. Daher ist es entscheidend, die Herstellung von Polyurethanschaum zu verstehen. Wenn Sie Fragen haben, wenden Sie sich gerne an unseren Kundenservice.
Trennmittel für Polyurethanschaum spielt eine entscheidende Rolle bei der Herstellung von PU-Schaumstoffen. Amino Release Agents bietet eine breite Palette an Trennmitteln für PU-Schaumstoffe an. Es gibt verschiedene Typen, die für unterschiedliche Verfahren der Polyurethan-Herstellung geeignet sind. Kontaktieren Sie uns noch heute.