ポリウレタンフォームの概要
ポリウレタンフォームは、発熱性化学反応によって生成される、柔軟で軽量な多孔質のプラスチック材料です。この反応は、ポリオールとジイソシアネートという2つの重要な化合物間で起こります。これらを混合すると反応が起こり、微細な気泡の隙間を持つ、硬く柔らかい構造用フォームが形成されます。通常、このフォームは2つの相から構成されています。 ポリウレタンエラストマーによって形成される固相と、発泡剤によって生成された空気を含む気相です。.
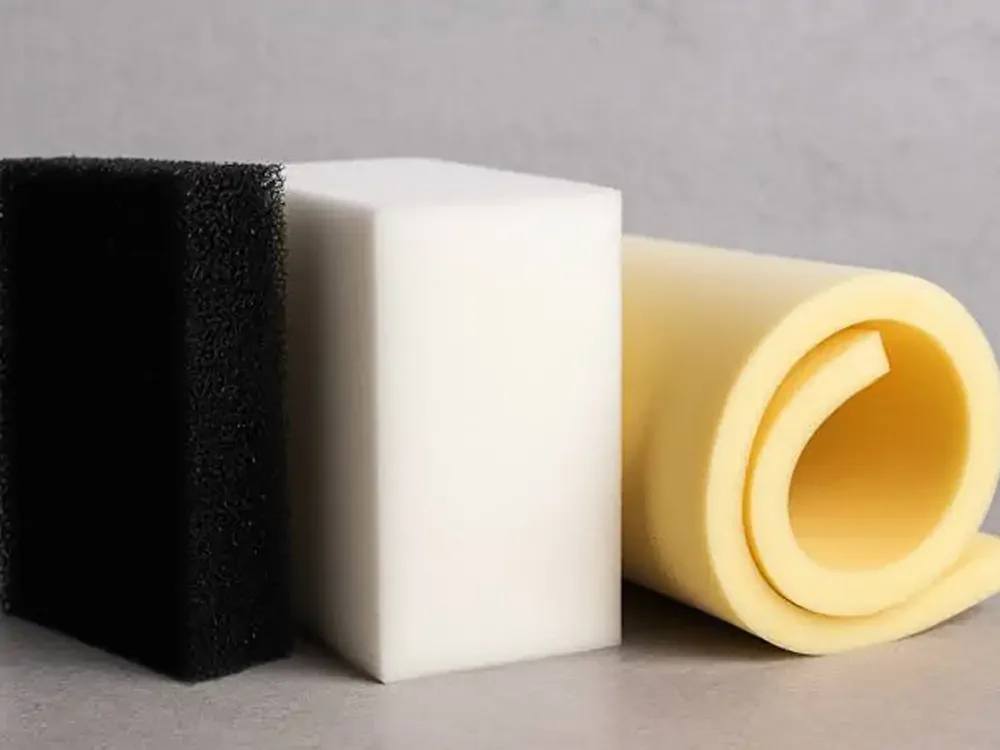
種類としては、一般的に「オープンセル」と「クローズドセル」の2種類があります。オープンセルの仕組みについては、もうお分かりかもしれません。 つまり、気泡同士が互いに繋がっているため、空気がスムーズに通り抜け、柔らかく弾力性のある仕上がりになります。一方、クローズドセルはこれとは逆の性質を持っています。気泡の中にガスを閉じ込めることで、硬く、強度が高く、さらに防水性にも優れています。.
ポリウレタンフォームの製造は、さまざまな分野で幅広く活用されており、世界中で使用されています。ただし、その用途は使用するポリウレタンフォームの種類によっても異なります。オープンセル型ポリウレタンフォームは、車のシート、マットレス、ソファのクッションなど、快適性を重視する日用品に最適です。 一方、独立気泡型発泡体は、建築用断熱材や安全な梱包材の製造に最適です。自動車、医療、エレクトロニクスに至るまで、あらゆる産業でその活用例が見られます。.
要するに、ポリウレタンフォームは汎用性が高く、安全に使用できます。化学組成によって、柔らかいものもあれば硬いものもあります。ポリウレタンフォームは、私たちの日常生活の快適さを形作り、住まいを守る役割を果たしています。.
ポリウレタンフォームの特性
ポリウレタンフォームには、その使用価値を高める重要な特性があります。以下では、これらの特性を5つのタイプに分類しました。.
- 物理的性質: ポリウレタンフォームには、独特な物理的特性があります。その大部分が閉じ込められたガスで構成されているため、軽量です。また、密度が低いため、さまざまな用途での輸送や設置に適しています。前述の通り、化学組成によって、柔らかいものや硬いものもあります。.
- 機械的特性: ポリウレタンフォームは引張強度があり、引き裂きにも強い。その優れた構造特性により、繰り返し圧縮されても破損することなく耐えることができる。また、このフォームは衝撃や構造荷重にも容易に耐えることができる。.
- 熱的特性: 一般的に、断熱材としては硬質ポリウレタンフォームが広く用いられています。この材料は、さまざまな断熱材の中で最も高い断熱性能を有しています。その構造上、独立気泡が断熱ガスを閉じ込め、熱伝達を効果的に遮断するからです。.
- 化学的性質: 油や化学薬品、その他の溶剤に対して耐性があります。剛性がある状態では、内部の慣性モーメントが大きくなります。ただし、紫外線に長時間さらし続けると、品質が低下する可能性があります。難燃性を高めるには、難燃剤を使用することができます。.
- 音響特性: PUフォームは、騒音や振動の低減に使用されます。オープンセルは、クローズドセルよりも吸音性能に優れています。そのため、用途に合わせて適切なものを選ぶようにしてください。.
ポリウレタンフォームの製造に使用される原材料
ポリウレタンフォームには、さまざまな種類や組成があります。PUフォームの特性は、主に原材料によって決まります。ここでは、各成分が特定の役割を果たしています。それらはポリマー構造に影響を与えるほか、発泡や硬化の過程も制御します。ポリウレタンフォームの製造では、以下の6つの原材料が広く使用されています。.
ポリオール
ポリオールは、PUフォームの骨格となる極めて重要な化合物です。これはヒドロキシル基から構成される複雑な液体であり、ジイソシアネートと直接反応してポリマーを形成します。このポリオールによって、フォームが柔軟性を持つか、あるいは硬質になるかが決まります。.
ジイソシアネート
ジイソシアネートは反応性が非常に高い。これらはポリオールと反応してウレタン構造を形成する。TDIとMDIが最も一般的な種類である。TDIは軟質発泡体に適しており、MDIは硬質発泡体に最適である。.
発泡剤
発泡剤は、発泡体内部に気泡を形成するのに役立ちます。水は、イソシアネートと反応してCO₂ガスを発生させ、細胞構造を形成する、一般的に使用される化学発泡剤です。.
界面活性剤
界面活性剤は、そのほとんどがシリコーン系です。これらは液体の泡の表面張力を下げることで、泡を安定させます。また、気泡の大きさと均一性を調整する役割も果たします。この成分がなければ、気泡が崩れたり、互いに融合したりする可能性があります。.
触媒
アミン系触媒は一般的に、発泡反応(ガス発生)のバランスを調整し促進する一方、スズ系触媒は主にゲル化反応(ポリマー鎖の架橋)を促進します。常に適切なバランスで触媒を使用してください。これらは発泡体の品質や加工時間に影響を与えます。.
架橋剤
架橋剤は、ポリウレタンフォームの製造に不可欠です。架橋剤は、個々のポリマー鎖を互いに結びつけます。これにより、硬化したフォーム全体の構造強度、硬さ、および耐久性が向上します。.
その他の添加物
その他の添加剤の添加は、完成した発泡体の具体的な用途によって異なります。これらの添加剤には、難燃剤、着色剤、抗菌剤などがあります。また、日光から保護するために紫外線安定剤を使用することもできます。.
ポリウレタンフォームはどのように製造されるのか
ポリウレタンフォームの製造方法は一つだけというわけではありません。製造方法は、多くの場合、最終製品の形状、特性、および用途によって異なります。発泡を開始する前に、ポリマー系を慎重に調製する必要があります。その後、さまざまな加工方法を用いてフォームを製造することができます。具体的な方法は、用途ごとの要件によって異なります。.
高分子系の調製
生産を開始する前に、すべての原材料を準備してください。これは極めて重要な工程です。発泡体の種類に応じて、ポリオールを界面活性剤、触媒、その他の添加剤と混合します。イソシアネートは別の場所で分離しておきます。 材料を正確な温度まで加熱します。その後、正確な比率で計量し、混合する必要があります。このように、適切な準備を行うことで、強度が高く、品質が均一な発泡体を製造することができます。.
スラブストックフォーム
スラブストック発泡は、一般的な連続式ポリウレタン発泡体の製造プロセスです。 化学液体を混合した後、作業員はそれを移動するベルトの上に流し込みます。液体はライン上を移動するにつれて急速に膨張し、長く連続した発泡体のブロックへと成長します。その後、この連続した発泡体のブロックは専用ののこぎりで小さなブロックに切断され、最大72時間かけて硬化させます。.

成形発泡体
成形発泡体の製造は、ポリウレタン発泡体を製造するための不連続かつ精密なプロセスです。このプロセスでは、液状の化学混合物を、あらかじめ加熱された密閉型の金属金型キャビティに注入します。その後、混合物は急速に膨張し、金型の形状にぴったりと沿った形になります。このようにして、成形発泡体では、滑らかな外皮を持つ、一貫して均一な発泡体を製造することができます。 自動車産業において、複雑な形状の発泡体への応用例が見られます。.

ラミネート加工
ラミネーションとは、ポリウレタンフォームを、アルミ箔、クラフト紙、ガラス繊維などの他の表面材に直接接着する工程のことです。 製造工程では、コンベア上で連続して搬送される2枚の表面材の間に、反応性化学混合物が塗布されます。フォームが膨張するにつれて、両方の表面に同時に強固に接着します。このプロセスにより、高強度で剛性の高いサンドイッチパネルが製造され、建設業界や産業用冷凍分野の断熱材として広く使用されています。.
スプレー
スプレー工法は、現場での製造に効果的な手法です。ガン先端の2つの成分が接触すると即座に反応し、発泡表面に直接塗布されます。 施工対象となるのは壁や屋根などの表面です。発泡材は急速に膨張して表面に密着するため、ひび割れや隙間、あるいは凹凸のある表面構造を埋めることができます。急速に膨張する一方で、硬化も速く、継ぎ目のない層を形成します。.
多様な用途に合わせたポリウレタンフォームのカスタマイズ
PUフォームの主な利点の一つは、用途に応じてカスタマイズできる点です。さまざまな特性を調整することで、望ましい性能を実現することができます。最終的なフォームの特性には多くの要因が影響しますが、以下に最も一般的なパラメータを挙げます。.
密度
密度とは、単位体積あたりの質量のことです。PUフォームにおいて、密度が高いほど一般的に材料の量が多く、気体の占める空間が少なくなるため、構造上の耐荷重能力が高まります。適切な選択は、用途に応じた荷重や性能要件によって異なります。.
硬化の進行と速度
液体の流動性と硬化速度は、使用する触媒によって異なります。硬化が速いものは、成形サイクルが短い場合に適しています。一方、硬化が遅く流動性が低いものは、大型で複雑な金型形状に適しており、液体が金型全体に完全に充填されるようになります。.
難燃剤
難燃剤は、安全基準を満たすために使用されます。これらは着火を遅らせ、炎の広がりを抑えます。ここで、メーカーは反応型と添加型の両方の難燃剤を使用しています。耐火等級に応じて、適切な難燃剤を選択してください。.
独立気泡か、それとも開放気泡か?
適切な界面活性剤を使用することで、PUフォームの特性を調整することができます。界面活性剤によって、フォームが独立気泡型になるか、開放気泡型になるかが決まります。独立気泡型はガスを閉じ込めるため、断熱材として最適です。一方、開放気泡型はガスを透過させるため、柔らかいクッションに最適です。.
概要
ポリウレタンフォームは、多くの産業で幅広く利用されている汎用性の高い素材です。原材料や添加剤を調整することで、その性能を制御することができます。ポリウレタンフォームの製造は、高いカスタマイズ性を備えています。密度、硬化特性、耐火性、細胞構造などの特性を自由に調整することが可能です。.
梱包、家具、自動車部品など、さまざまな用途でPUフォームが必要になるかもしれませんが、1種類のPUフォームだけでは不十分です。そこで、ポリウレタンフォームの製造プロセスを理解することが極めて重要になります。ご不明な点がございましたら、お気軽に弊社カスタマーサポートチームまでお問い合わせください。.
ポリウレタンフォーム用離型剤 PUフォームの製造において極めて重要な役割を果たしています。アミノ社は、幅広い種類のPUフォーム用離型剤を提供しています。ポリウレタン製造のさまざまな形態に合わせて、さまざまなタイプの製品が用意されています。. 今すぐお問い合わせください.